Celebramos no mês de Agosto 25 anos. Nossa caminhada de inovação, qualidade e compromisso sempre esteve alinhada com os nossos propósitos. TAF nacional com qualidade global. SIGA ESTA ENERGIA.
Nossa caminhada de inovação, qualidade e compromisso sempre esteve alinhada com nossos propósitos.
TAF, nacional com qualidade global.
Siga esta energia!
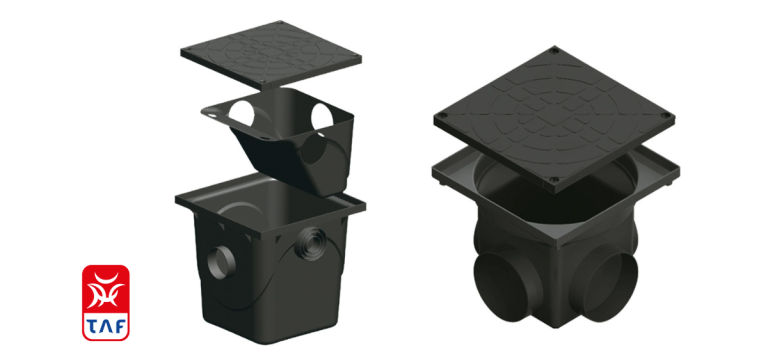
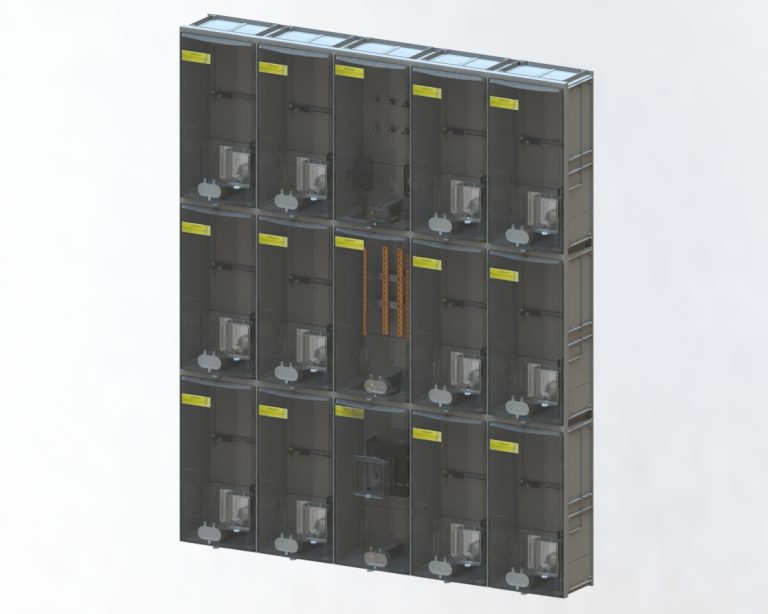
A TAF Indústria de Plásticos é pioneira na criação e fabricação de caixas de medição para rede elétrica, e também atende as mais altas exigências do mercado nacional e internacional.
Soluções da TAF Indústria para o mercado nacional e internacional
Situada em Joinville, polo industrial catarinense, a TAF Indústria de Plásticos destaca-se por fornecer ao mercado a mais moderna tecnologia em caixas de medição, proteção e distribuição de energia elétrica e hidráulica.
Fundada com a missão de oferecer ao mercado produtos inovadores, conta com mais de 600 funcionários e cerca de nove mil clientes ativos.
Nossos produtos são homologados em todos os estados brasileiros, tornando-se a maior fabricante de caixas em material polimérico da América Latina.
Exportamos nossa tecnologia para mais de 26 países incluíndo África, América do Sul e Central.
Atendemos as mais altas normas e exigências do mercado no que se refere a qualidade, ergonomia, resistência, anti-chama etc.
TAF – Nacional com Qualidade Global SIGA ESTA ENERGIA
Faça sua solicitação de orçamento em nosso site. Após fazer o envio, nossa equipe irá responder todas as informações necessárias para você receber seu pedido diretamente em sua loja!